

Trong dây chuyền sản xuất trang sức hiện đại, bước chuyển giao từ bản thiết kế kỹ thuật số sang mẫu vật lý là một trong những khâu quyết định nhất đến chất lượng sản phẩm cuối cùng. Công đoạn Tạo sáp 3D chính là cầu nối ma thuật đó. Việc sử dụng công nghệ in 3D trang sức đã thay thế gần như hoàn toàn phương pháp tạo sáp thủ công truyền thống, mang lại độ chính xác, tốc độ và khả năng tái tạo chi tiết mà trước đây là điều không tưởng.
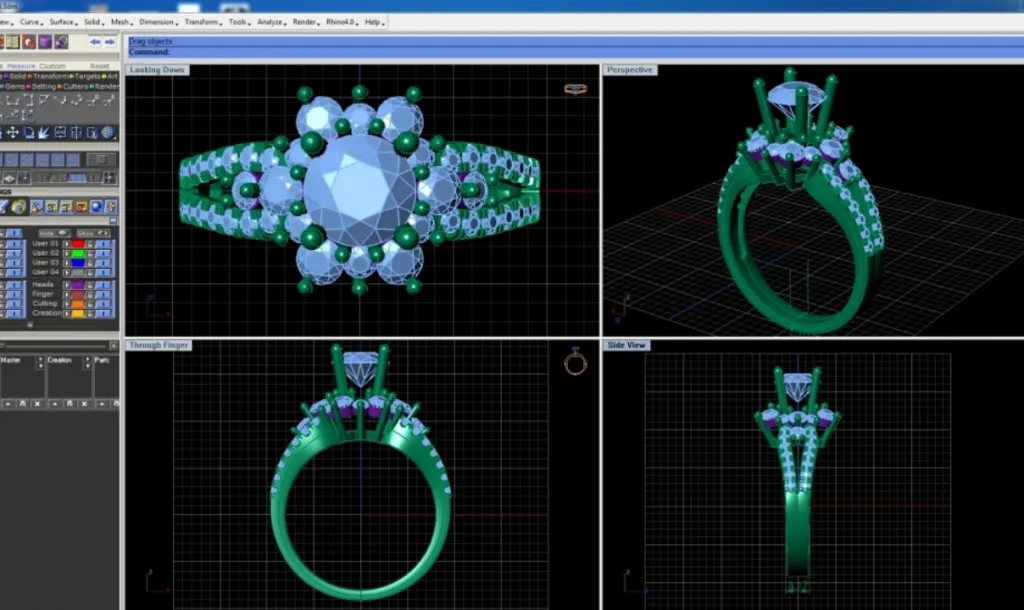
Nếu bạn là nhà thiết kế, thợ kim hoàn, hoặc đang học thiết kế trang sức CAD, việc nắm vững quy trình Tạo sáp 3D và hiểu rõ các công nghệ như máy in 3D SLA/DLP là điều bắt buộc. Bài viết chuyên sâu này sẽ đi từ file STL (Stereolithography) – đầu ra của phần mềm CAD – đến quy trình chuẩn bị, in ấn, và xử lý hậu kỳ để tạo ra mẫu sáp/resin hoàn hảo, sẵn sàng cho công đoạn đúc sáp trang sức (Lost-Wax Casting), từ đó làm chủ toàn bộ chuỗi sản xuất kim hoàn hiện đại.
- Định nghĩa Tạo Sáp 3D: Là quá trình sử dụng các thiết bị in 3D chuyên dụng để chuyển đổi mô hình 3D kỹ thuật số (File STL) thành một mẫu vật lý bằng vật liệu có thể nung chảy (như sáp in hoặc resin đúc).
- Cầu nối CAD/CAM: Đây là bước cuối cùng của CAD (Thiết kế) và bước đầu tiên của CAM (Sản xuất), quyết định tính chính xác của sản phẩm đúc.
- Tái tạo chi tiết phức tạp: Các họa tiết nhỏ, khắc chữ, hoặc các chấu đá siêu nhỏ đều được tái tạo chính xác, vượt xa khả năng của sáp thủ công.
- Đồng nhất và Lặp lại: Đảm bảo độ đồng nhất 100% giữa các sản phẩm được đúc sáp trang sức hàng loạt.
- Tối ưu hóa vật liệu: Cho phép kiểm soát trọng lượng cuối cùng của kim loại thông qua độ chính xác của mẫu sáp.
Việc lựa chọn công nghệ in và vật liệu phù hợp là yếu tố then chốt để có mẫu sáp chất lượng cao.
- SLA và Nguyên tắc hoạt động: Sử dụng tia Laser để làm cứng chất lỏng (resin) theo từng điểm. Thường cho bề mặt mịn và chính xác cao.
- DLP và Nguyên tắc hoạt động: Sử dụng máy chiếu kỹ thuật số để làm cứng toàn bộ lớp resin cùng một lúc. Ưu điểm là tốc độ in nhanh hơn, đặc biệt khi in số lượng lớn mẫu nhỏ.
- So sánh và Ứng dụng: Phân tích khi nào nên dùng SLA (độ mịn tối đa) và khi nào dùng DLP (tốc độ tối đa).
Phân tích lý do tại sao các công nghệ này (thường dùng trong nguyên mẫu công nghiệp) không được ưa chuộng cho quy trình đúc sáp trang sức (ví dụ: độ phân giải thấp, không tương thích với khuôn đúc).
Chất lượng mẫu sáp phụ thuộc 70% vào loại vật liệu resin được sử dụng.
- Yêu cầu về "Tro tàn" (Ash content): Phân tích tầm quan trọng của việc resin phải cháy hết, không để lại tro (ash) trong khuôn thạch cao, tránh làm hỏng bề mặt kim loại khi đúc.
- Tính chất vật lý: Độ cứng, độ giòn và khả năng chịu nhiệt khi xử lý hậu kỳ.
- Ứng dụng: Sử dụng để tạo mẫu cứng, chính xác dùng làm khuôn cao su (Vulcanized Rubber Mold) cho sản xuất hàng loạt bằng sáp truyền thống (wax injection).
Đây là hướng dẫn từng bước để làm chủ công đoạn Tạo sáp 3D.
- Kiểm tra File STL: Đảm bảo file không có lỗi lưới (Non-manifold Edges, Holes).
- Tạo Cây Đỡ (Support Structure): Kỹ thuật tạo và sắp xếp các giá đỡ (support) một cách chiến lược để tối ưu hóa độ chính xác và dễ dàng loại bỏ sau in.
- Hiệu chỉnh máy in: Kiểm soát nhiệt độ, độ nhớt của resin.
- Tối ưu hóa vị trí in: Đặt mẫu in ở góc độ phù hợp để giảm thiểu biến dạng và thời gian in.
- Làm sạch mẫu: Rửa mẫu bằng Isopropyl Alcohol (IPA) để loại bỏ resin lỏng thừa.
- Curing (Đóng rắn): Sử dụng tia UV để đóng rắn hoàn toàn mẫu in, đạt được độ cứng tối đa trước khi đưa vào đúc sáp trang sức.
Để đạt chất lượng tối ưu, cần biết cách xử lý các vấn đề kỹ thuật thường gặp.
- Biến dạng (Warping): Nguyên nhân do support yếu hoặc đóng rắn không đều.
- Mất chi tiết: Do độ phân giải máy in hoặc các thông số in chưa chuẩn.
- Lỗi cháy tro: Do sử dụng resin kém chất lượng hoặc chu trình nung khuôn không chuẩn.
- Phân tích cách Tạo sáp 3D phải tuân theo các yêu cầu của kỹ thuật đúc (vị trí gắn cây đúc, độ dày phôi), liên kết chặt chẽ với tuyến bài Chế tác.
Công nghệ in 3D đã định hình lại tiêu chuẩn của sự chính xác trong ngành kim hoàn. Việc thành thạo quy trình Tạo sáp 3D, hiểu rõ về công nghệ in 3D trang sức và biết cách tối ưu hóa máy in 3D SLA/DLP là kỹ năng không thể thiếu đối với mọi chuyên gia. Đây là nền tảng để những thiết kế tinh xảo trên màn hình máy tính biến thành những tác phẩm kim hoàn lấp lánh, sẵn sàng cho công đoạn đúc sáp trang sức hoàn hảo.




.jpg-large.webp)





-large.webp)










-large.webp)


-large.webp)
-large.webp)
.png-RnKl-large.webp)

.jpg-large.webp)




-large.webp)
.png-large.webp)